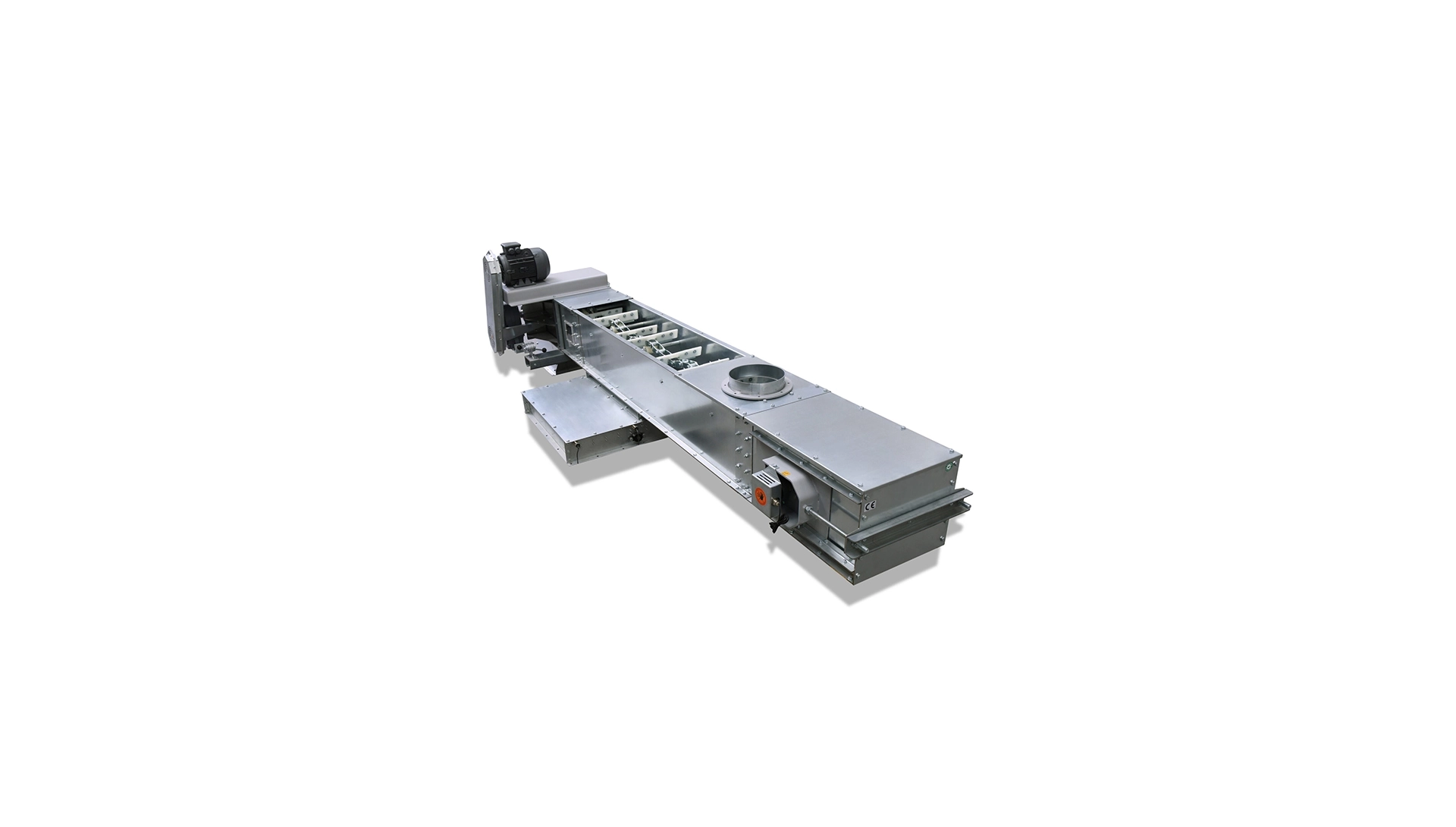
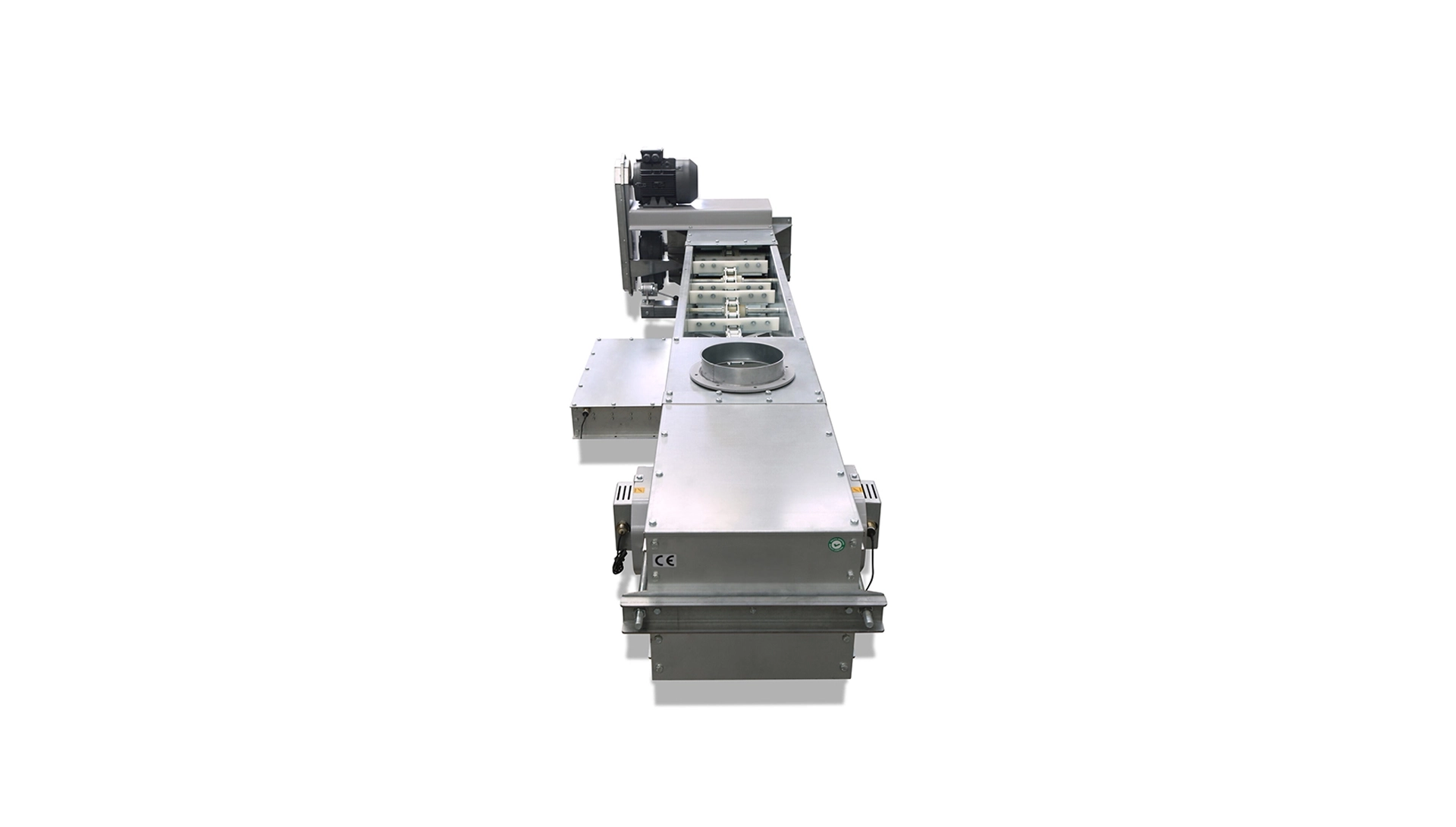
Chain Conveyor
FIELD OF USE
The enclosed, rectangular-section steel housing is equipped with a winged endless chain. The lower section of the chain moves along the bottom of the steel housing, carrying the material. The return section of the chain is guided along a central rail. The chain loops around a sprocket at the discharge end and an idler pulley at the inlet end. The material and the chain move at the same speed. The product is discharged from the conveyor by flowing down from the chain at the outlet. The chain design allows for multiple inlets to be placed along the entire length of the conveyor. It is also possible to install discharge gates that can be operated manually or remotely.
FEATURES AND ADVANTAGES


recent projects
It is a fully PLC-controlled solution designed to control your industrial production processes.

The weighing process is carried out by one or two weighing units integrated into the machine.

Crafting the high quality products you can trust, Serving you better since 1995!